shopping_cart
Kosár
0,00 PLN
0
Schowek
Musisz być zalogowany/a
-
-
-
Kategória
-
Félvezetők
- Diódák
- Tirisztorok
-
Elektromosan szigetelt modulok
- VISHAY (IR) elektromosan szigetelt modulok
- INFINEON (EUPEC) elektro-szigetelt modulok
- A Semikron elektromosan szigetelt moduljai
- POWEREX elektroszigetelt modulok
- IXYS elektromosan szigetelt modulok
- Elektro-szigetelt modulok a POSEICO-tól
- Az ABB elektromosan szigetelt moduljai
- Elektro-szigetelt modulok a TECHSEM-től
- Przejdź do podkategorii
- Híd egyenirányítók
-
Tranzisztorok
- GeneSiC tranzisztorok
- Mitsubishi SiC MOSFET modulok
- STARPOWER SiC MOSFET modulok
- ABB SiC MOSFET modulok
- IGBT modulok a MITSUBISHI-tól
- MITSUBISHI tranzisztor modulok
- MITSUBISHI MOSFET modulok
- ABB tranzisztor modulok
- IGBT modulok a POWEREX-től
- IGBT modulok – az INFINEON-tól (EUPEC)
- Szilícium-karbid félvezető elemek
- Przejdź do podkategorii
- Drivers
- Tápblokkok
- Przejdź do podkategorii
- LEM áram- és feszültségátalakítók
-
Passzív alkatrészek (kondenzátorok, ellenállások, biztosítékok, szűrők)
- Ellenállások
-
Biztosítékok
- Miniatűr biztosítékok ABC és AGC sorozatú elektronikus rendszerekhez
- Gyors működésű cső alakú biztosítékok
- Késleltetett lapkák GL/GG és AM karakterisztikával
- Ultragyors biztosítékok
- Brit és amerikai szabványos gyors működésű biztosítékok
- Gyors működésű európai szabványú biztosítékok
- Vontatási biztosítékok
- Nagyfeszültségű biztosítékok
- Przejdź do podkategorii
-
Kondenzátorok
- Kondenzátorok motorokhoz
- Elektrolit kondenzátorok
- Jégfilm kondenzátorok
- Teljesítménykondenzátorok
- Kondenzátorok egyenáramú áramkörökhöz
- Teljesítménykompenzációs kondenzátorok
- Nagyfeszültségű kondenzátorok
- Kondenzátorok indukciós fűtéshez
- Impulzuskondenzátorok
- DC LINK kondenzátorok
- Kondenzátorok AC/DC áramkörökhöz
- Przejdź do podkategorii
- Interferencia szűrők
- Szuperkondenzátorok
- Túlfeszültség elleni védelem
- TEMPEST Felfedő emissziós szűrők
- Túlfeszültség-levezető
- Przejdź do podkategorii
-
Relék és kontaktorok
- Relék és kontaktorok elmélete
- AC háromfázisú félvezető relék
- DC szilárdtest relék
- Szabályozók, vezérlőrendszerek és tartozékok
- Lágyindítás és irányváltó kontaktorok
- Elektromechanikus relék
- Kontaktorok
- Forgókapcsolók
-
Egyfázisú AC szilárdtest relék
- Egyfázisú váltakozó áramú szilárdtestrelék, 1. sorozat | D2425 | D2450
- Egyfázisú AC szilárdtest relék CWA és CWD sorozat
- Egyfázisú AC szilárdtest relék CMRA és CMRD sorozat
- Egyfázisú AC félvezető relék PS sorozat
- AC szilárdtest relék kettős és négyes sorozatú D24 D, TD24 Q, H12D48 D
- GN sorozatú egyfázisú szilárdtest relék
- Egyfázisú AC szilárdtest relék CKR sorozat
- Egyfázisú AC DIN sínes relék ERDA és ERAA SERIES
- Egyfázisú váltakozó áramú relék 150A áramerősséghez
- Kettős szilárdtest relék DIN sínes hűtőbordával integrálva
- Przejdź do podkategorii
- AC egyfázisú nyomtatható félvezető relék
- Interfész relék
- Przejdź do podkategorii
- Magok és egyéb induktív alkatrészek
- Radiátorok, Varisztorok, Hővédelem
- Ventillátorok
- Klíma, Kapcsolószekrény tartozékok, Hűtők
-
Akkumulátorok, töltők, puffer tápegységek és átalakítók
- Akkumulátorok, töltők - elméleti leírás
- Lítium-ion akkumulátorok. Egyedi akkumulátorok. Akkumulátorkezelő rendszer (BMS)
- Akkumulátorok
- Akkumulátortöltők és tartozékok
- UPS és puffer tápegységek
- Átalakítók és tartozékok napelemekhez
- Energiatárolás
- Hidrogén üzemanyagcellák
- Lítium-ion cellák
- Przejdź do podkategorii
- Automatizálás
-
Kábelek, Litz vezetékek, vezetékek, rugalmas csatlakozások
- Vezetékek
- Kábeltömszelencék és -hüvelyek
- Arcok
-
Kábelek speciális alkalmazásokhoz
- Hosszabbító és kiegyenlítő kábelek
- Hőelem kábelek
- Csatlakozó kábelek PT érzékelőkhöz
- Többeres kábelek hőm. -60°C és +1400°C között
- SILICOUL középfeszültségű kábelek
- Gyújtókábelek
- Fűtőkábelek
- Egyeres kábelek hőm. -60°C és +450°C között
- Vasúti vezetékek
- Fűtőkábelek pl
- Kábelek a védelmi ipar számára
- Przejdź do podkategorii
- pólók
-
Zsinór
- Lapos zsinór
- Kerek fonatok
- Nagyon rugalmas fonat - lapos
- Nagyon rugalmas zsinór - kerek
- Hengeres rézfonatok
- Réz hengeres fonatok és borítások
- Rugalmas földelő hevederek
- Horganyzott és rozsdamentes acélból készült hengeres fonatok
- PVC szigetelt rézfonatok - 85 fokos hőmérsékletig
- Lapos alumínium fonatok
- Csatlakozókészlet - zsinórok és csövek
- Przejdź do podkategorii
- Vontatási berendezések
- Kábelsaruk
- Szigetelt rugalmas sínek
- Többrétegű rugalmas sínek
- Kábelkezelő rendszerek
- Przejdź do podkategorii
- Az összes kategória megtekintése
-
Félvezetők
-
-



Ceramika techniczna do procesów formowania wtryskowego metali

1. Wstęp
Metal Injection Molding (MIM) to zaawansowana technika formowania metali, która łączy w sobie zalety wtryskiwania tworzyw sztucznych i proszkowej metalurgii. Proces ten pozwala na produkcję złożonych części metalowych o wysokiej precyzji i doskonałych właściwościach mechanicznych.
Jest to jednocześnie proces niezwykle wrażliwy, niesie ze sobą kilka ryzyk i wyzwań, które mogą wpłynąć na jakość końcowego produktu oraz efektywność produkcji. Nadmierne przyleganie, nierównomierny rozkład termiczny i usuwanie spoiwa czy niejednolity skurcz elementu. Te i wiele innych problemów mogą zostać wyeliminowane dzięki użyciu ceramiki technicznej.
2. Wprowadzenie do formowania wtryskowego metali (MIM)
Formowanie wtryskowe metali (MIM) to technika produkcyjna, która polega na wtryskiwaniu „surowca” do form w celu tworzenia elementów o skomplikowanych kształtach z dużą powtarzalnością. Surowiec jest mieszaniną sproszkowanego metalu i spoiwa polimerowego, które utrzymuje materiał razem. Przed użyciem komponentów należy usunąć spoiwo i wzmocnić wewnętrzną strukturę części; osiąga się to poprzez poddanie komponentów procesom obróbki cieplnej debindingu i spiekania w piecu.
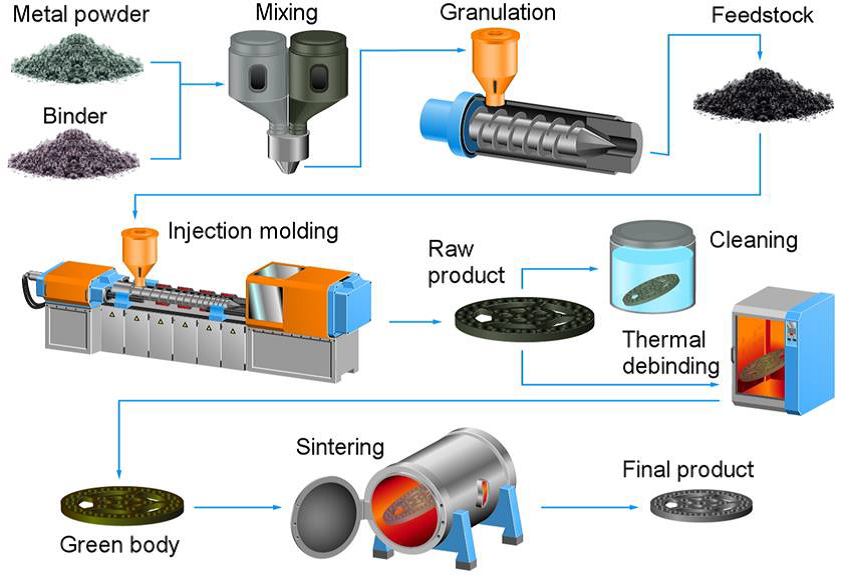
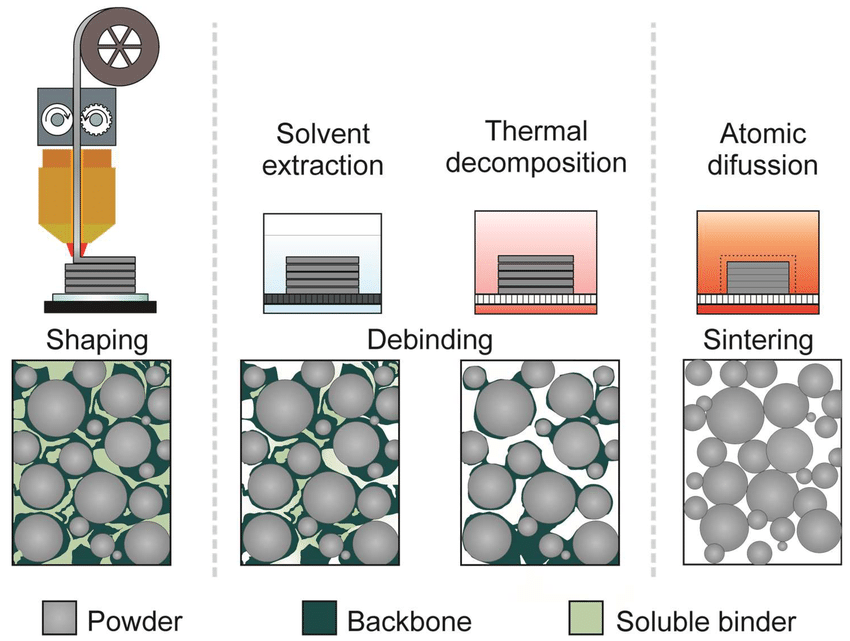
3. Etapy MIM
Debinding
Jest to proces usuwania spoiwa z części zielonej. Może być osiągnięty albo katalitycznie, gdzie spoiwo jest usuwane przy użyciu kombinacji dodatków katalitycznych, rozpuszczalników i wody, albo termicznie, co wymaga obróbki cieplnej w zmodyfikowanej atmosferze w piecu. Wymagana metoda zależy od rodzaju użytego surowca. Komponenty, które przeszły przez ten proces, są następnie określane jako części "brązowe". W zależności od rodzaju stosowanego surowca, może być konieczne zarówno chemiczne, jak i termiczne usuwanie zadziorów. Proces chemiczny usuwa większość spoiwa, natomiast proces termiczny usuwa resztki spoiwa, zwanego również "spoiwem szkieletowym". Proces ten jest często określany jako "rest debinding".
Spiekanie
Jest to proces obróbki cieplnej komponentów formowanych wtryskowo z metalu (MIM), które najpierw zostały poddane procesowi usuwania wypływek (części brązowe). Celem spiekania jest zmiana wewnętrznej mikrostruktury komponentów w celu poprawy ich ogólnej gęstości i ostatecznie wytrzymałości. Osiąga się to poprzez ogrzewanie części metalowych w piecu w atmosferze obojętnej do temperatury o około 20% niższej od temperatury topnienia metalu, co pozwala atomom na dyfuzję przez mikrostrukturę i łączenie się w gęstsze formacje. Podczas spiekania, części metalowe doświadczą pewnego skurczu, z 15-22% redukcją rozmiaru, w zależności od użytego metalu i ostatecznej gęstości części. Profile temperaturowe, atmosfera i równomierność temperatury w piecu zarówno podczas usuwania spoiwa, jak i spiekania muszą być kontrolowane bardzo dokładnie, aby uniknąć zniekształceń oraz powstawania pęknięć i pęcherzyków. Obojętna lub redukująca atmosfera jest również ważna, aby zapobiec utlenianiu się części.
4. Wykorzystanie płytek ceramicznych w procesie formowania wtryskowego metali (MIM)
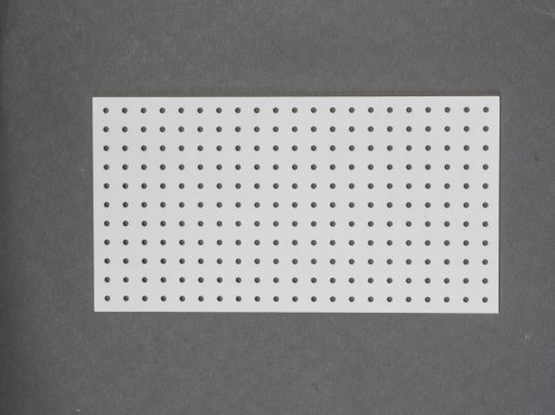
Płytki ceramiczne wykorzystywane są do transportowania elementów powstających w procesie formowania wtryskowego metali w trakcie wszystkich etapów. Ich zastosowanie pomaga w eliminacji wielu problemów występujących w procesie.
- Porowata, lecz gładka powierzchnia - brak przywierania lub topnienia spoiw, równomierne kurczenie się detalu
- Płyty z porowatej, wysokoczystej tlenkowej ceramiki aluminiowej 99,5% - jednolite kurczenie się, brak przebarwień, mniej lub brak potrzeby dalszej obróbki
- Porowatość powoduje że materiał jest lżejszy – wymagane jest mniej ciepła
Dzięki wysokiej odporności na cykle temperaturowe oraz wysoką temperaturę (1500°C) jedna płytka może posłużyć do transportowania, debindingu oraz spiekania. Wiąże się z tym oszczędność kosztów – nie potrzebne są dodatkowe narzędzia dla każdego procesu.
Płytki mogą zostać przycięte do dowolnego wymiaru, pozwala to na wykonanie w nich otworów dopasowanych do produktu podlegającemu obróbce. Są one przycinane laserem, co oznacza że wykonywanie dodatkowego narzędzia nie jest wymagane – kolejna oszczędność kosztów.

Rys. 2 Płytki ceramiczne
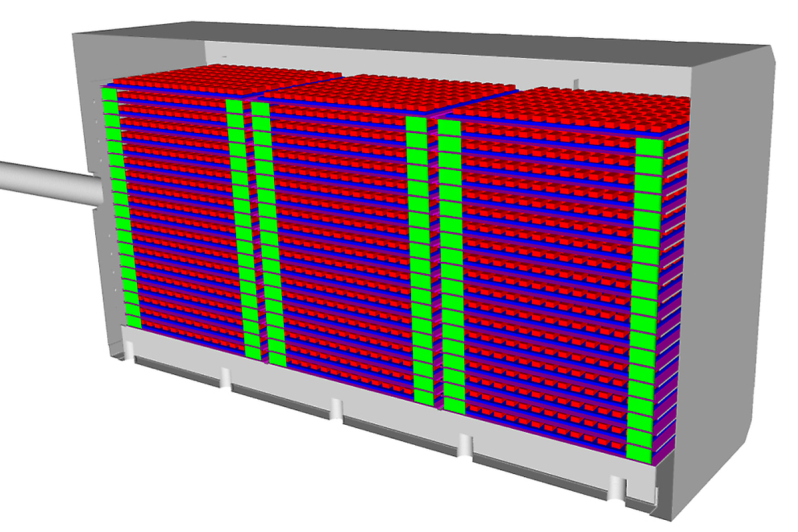
Rys. 3 Płytki z elementami umieszczone w piecu
5. Podsumowanie
Zastosowanie płytek z ceramiki w procesie formowania wtryskowego metali przynosi wymierne korzyści. Pozwala na znaczne zwiększenie efektywności produkcji przez ograniczenie ilości wadliwych produktów.
Jeśli są Państwo zainteresowani ofertą na płytki ceramiczne przycięte pod indywidualny wymiar – zapraszamy do kontaktu.
Masz pytania?
 +22 70 35 212
+22 70 35 212

Related posts
Nowości w dziale zasilacze, przetwornice i inwertery – inwertery Premium
Od dziś w stałej ofercie DACPOL posiadamy inwertery firmy PREMIUM.
Read more
Oświetlenie do obrabiarek– oprawy KIRA!
DACPOL wprowadza do swojej oferty nowość w kategorii oświetlenia przemysłowego i od dziś oferuje oprawy KIRA do...
Read more
Leave a comment