shopping_cart
Количка
0,00 PLN
0
Клипборд
Трябва да сте влезли в
-
-
-
Category
-
полупроводници
- Диоди
- Тиристори
-
Електрически изолирани модули
- Електроизолирани модули VISHAY (IR).
- Електроизолирани модули INFINEON (EUPEC).
- Електрически изолирани модули на Semikron
- Електроизолирани модули POWEREX
- Електроизолирани модули IXYS
- Електроизолирани модули от POSEICO
- Електрически изолираните модули на ABB
- Електроизолационни модули от TECHSEM
- Go to the subcategory
- Мостови токоизправители
-
Транзистори
- GeneSiC транзистори
- Mitsubishi SiC MOSFET модули
- STARPOWER SiC MOSFET модули
- ABB SiC MOSFET модули
- IGBT модули от MITSUBISHI
- Транзисторни модули MITSUBISHI
- MITSUBISHI MOSFET модули
- Транзисторни модули ABB
- IGBT модули от POWEREX
- IGBT модули - от INFINEON (EUPEC)
- Полупроводникови елементи от силициев карбид
- Go to the subcategory
- Шофьори
- Силови блокове
- Go to the subcategory
- Преобразуватели за ток и напрежение LEM
-
Пасивни компоненти (кондензатори, резистори, предпазители, филтри)
- Резистори
-
Предпазители
- Миниатюрни предпазители за електронни системи серия ABC и AGC
- Бързодействащи тръбни предпазители
- Забавени вложки с GL/GG и AM характеристики
- Изключително бързи предпазители
- Британски и американски стандартни бързодействащи предпазители
- Бързодействащи предпазители европейски стандарт
- Тягови предпазители
- Предпазители за високо напрежение
- Go to the subcategory
-
Кондензатори
- Кондензатори за двигатели
- Електролитни кондензатори
- Icel филмови кондензатори
- Силови кондензатори
- Кондензатори за постояннотокови вериги
- Кондензатори за компенсация на мощността
- Кондензатори за високо напрежение
- Кондензатори за индукционно нагряване
- Импулсни кондензатори
- DC LINK кондензатори
- Кондензатори за AC/DC вериги
- Go to the subcategory
- Филтри против смущения
- Суперкондензатори
- Защита от пренапрежение
- Разкриващи емисионни филтри TEMPEST
- Защита от пренапрежение
- Go to the subcategory
-
Релета и контактори
- Теория на релетата и контакторите
- AC 3-фазни твърдотелни релета
- DC твърдотелни релета
- Регулатори, системи за управление и аксесоари
- Мек старт и реверсивни контактори
- Електромеханични релета
- Контактори
- Ротационни превключватели
-
Еднофазни AC твърдотелни релета
- Еднофазни променливотокови полупроводникови релета Серия 1 | D2425 | D2450
- Еднофазни AC полупроводникови релета CWA и CWD серия
- Еднофазни AC полупроводникови релета серии CMRA и CMRD
- Еднофазни AC твърдотелни релета PS серия
- AC твърдотелни релета двойни и четворни серии D24 D, TD24 Q, H12D48 D
- Еднофазни полупроводникови релета от серия GN
- Еднофазни променливотокови твърдотелни релета серия CKR
- Монофазни AC релета за DIN шина ERDA и ERAA СЕРИЯ
- Монофазни AC релета за ток 150А
- Двойни твърдотелни релета, интегрирани с радиатор на DIN шина
- Go to the subcategory
- AC еднофазни печатни твърдотелни релета
- Интерфейсни релета
- Go to the subcategory
- Ядра и други индуктивни компоненти
- Радиатори, Варистори, Термична защита
- Фенове
- Климатик, Аксесоари за табла, Охладители
-
Батерии, зарядни устройства, буферни захранвания и преобразуватели
- Батерии, зарядни устройства - теоретично описание
- Литиево-йонни батерии. Персонализирани батерии. Система за управление на батерията (BMS)
- Батерии
- Зарядни за батерии и аксесоари
- UPS и буферни захранвания
- Конвертори и аксесоари за фотоволтаици
- Съхранение на енергия
- Водородни горивни клетки
- Литиево-йонни клетки
- Go to the subcategory
-
Автоматизация
- Подемници Spiralift
- Части за дронове Futaba
- Крайни изключватели, Микро ключове
- Сензори, Преобразуватели
- Пирометри
- Броячи, Релета за време, Панелни измервателни уреди
- Индустриална защитна екипировка
- Светлинни и звукови сигнали
- Термовизионна камера
- LED дисплеи
- Бутони и превключватели
- Go to the subcategory
-
Кабели, Litz проводници, Тръбопроводи, Гъвкави връзки
- Проводници
- Кабелни щуцери и ръкави
- лица
-
Кабели за специални приложения
- Удължителни и компенсаторни кабели
- Кабели за термодвойки
- Свързващи кабели за PT сензори
- Многожилни кабели темп. -60°C до +1400°C
- Кабели средно напрежение SILICOUL
- Кабели за запалване
- Нагревателни кабели
- Едножилни кабели темп. -60°C до +450°C
- Железопътни проводници
- Нагревателни кабели в Ex
- Кабели за отбранителната промишленост
- Go to the subcategory
- тениски
-
Плитки
- Плоски плитки
- Кръгли плитки
- Много гъвкави плитки - плоски
- Много гъвкави плитки - кръгли
- Цилиндрични медни оплетки
- Медни цилиндрични оплетки и капаци
- Гъвкави ленти за заземяване
- Медни оплетки с PVC изолация - температура до 85 градуса
- Плоски алуминиеви оплетки
- Комплект за свързване - оплетки и тръби
- Стоманени плитки
- Go to the subcategory
- Тягово оборудване
- Накрайници за кабели
- Изолирани гъвкави релси
- Многослойни гъвкави шини
- Системи за управление на кабели
- Go to the subcategory
- View all categories
-
полупроводници
-
-



Техническа керамика за процеси на шприцване на метал

1. Въведение
Шприцването на метал (MIM) е усъвършенствана техника за формоване на метал, която съчетава предимствата на шприцването на пластмаси и праховата металургия. Този процес позволява производството на сложни метални части с висока прецизност и отлични механични свойства.
В същото време това е изключително чувствителен процес, носещ няколко риска и предизвикателства, които могат да повлияят на качеството на крайния продукт и ефективността на производството. Прекомерна адхезия, неравномерно разпределение на топлината и отстраняване на свързващото вещество, както и неравномерно свиване на компонентите. Тези и много други проблеми могат да бъдат елиминирани чрез използване на техническа керамика.
2. Въведение в шприцването на метал (MIM)
Шприцването на метал (MIM) е производствена техника, която включва инжектиране на „суровина“ във форми за създаване на компоненти със сложни форми и висока повторяемост. Суровината е смес от метален прах и полимерно свързващо вещество, което държи материала заедно. Преди да могат да се използват компонентите, свързващото вещество трябва да се отстрани и вътрешната структура на детайла да се укрепи; това се постига чрез подлагане на компонентите на процеси на термична обработка на премахване на свързващото вещество и синтероване в пещ.
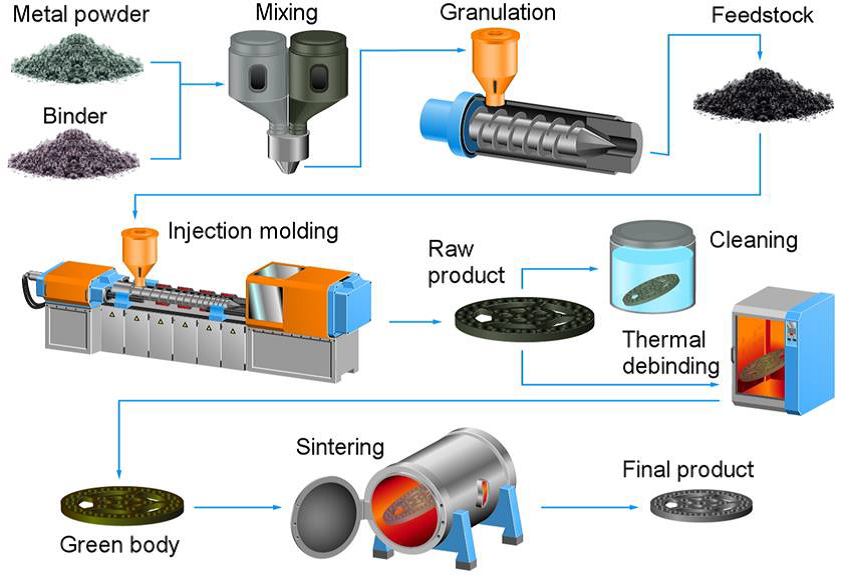
3. Стъпки на MIM
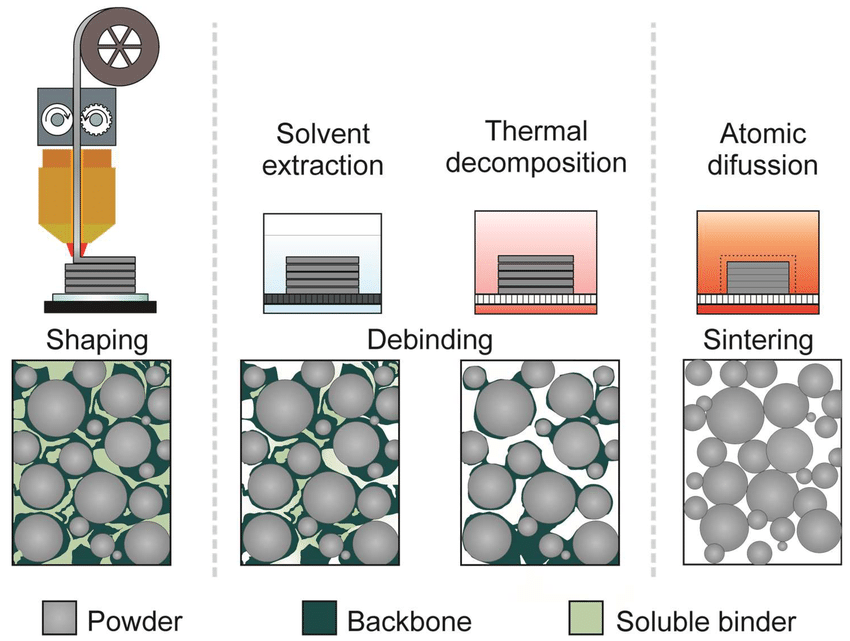
Премахване на свързващото вещество
Това е процесът на отстраняване на свързващото вещество от зеления детайл. Това може да се постигне или каталитично, при което свързващото вещество се отстранява с помощта на комбинация от каталитични добавки, разтворители и вода, или термично, което изисква термична обработка в пещ с модифицирана атмосфера. Необходимият метод зависи от вида на използваната суровина. Компонентите, които са преминали през този процес, се наричат „кафяви“ части. В зависимост от вида на използваната суровина може да е необходимо както химическо, така и термично обезкостяване. Химичният процес премахва по-голямата част от свързващото вещество, докато термичният процес премахва останалото свързващо вещество, известно още като „основно свързващо вещество“. Този процес често се нарича „обезкостяване на остатъчното свързващо вещество“.
Синтероване
Това е процес на термична обработка на метални компоненти, формовани чрез шприцване (MIM), които първо са били обезкостени (бронзови части). Целта на синтероването е да се промени вътрешната микроструктура на компонентите, за да се подобри тяхната обща плътност и в крайна сметка здравина. Това се постига чрез нагряване на металните части в пещ в инертна атмосфера до температура приблизително 20% под точката на топене на метала, което позволява на атомите да дифундират през микроструктурата и да се комбинират в по-плътни образувания. По време на синтероването металните части ще претърпят известно свиване, с намаляване на размера от 15-22%, в зависимост от използвания метал и крайната плътност на детайла. Температурните профили, атмосферата и температурната равномерност в пещта по време на почистване на мустаци и синтероване трябва да бъдат внимателно контролирани, за да се избегнат деформации, пукнатини и мехурчета. Инертната или редукционна атмосфера също е важна за предотвратяване на окисляването на частите.
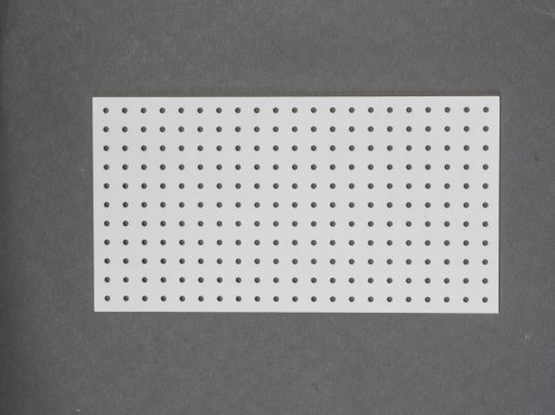
4. Използване на керамични плочи в процеса на шприцване на метал (MIM)
Керамичните плочи се използват за транспортиране на части, произведени в процеса на шприцване на метал през всички етапи. Тяхното използване помага за елиминиране на много проблеми, срещани в процеса.
- Пореста, но гладка повърхност - без залепване или топене на свързващото вещество, равномерно свиване на детайла
- Плочи, изработени от пореста, високочиста 99,5% алуминиев оксидна керамика - равномерно свиване, без обезцветяване, по-малка или никаква нужда от допълнителна обработка
- Порестостта прави материала по-лек - необходима е по-малко топлина
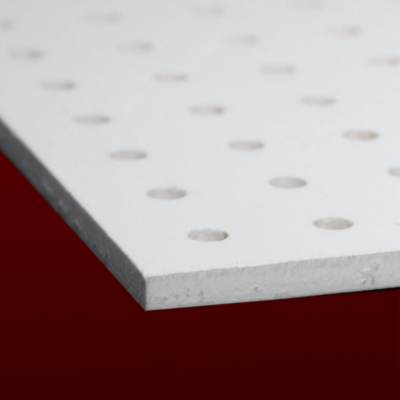

Благодарение на високата си устойчивост на температурни цикли и високи температури (1500°C), една плоча може да се използва за транспортиране, отстраняване на свързващото вещество и синтероване. Това води до икономии на разходи – не са необходими допълнителни инструменти за всеки процес.
Плочките могат да бъдат нарязани на всякакъв размер, което позволява да се направят отвори, които да паснат на обработвания продукт. Те са лазерно изрязани, което означава, че не се изискват допълнителни инструменти – още една икономия на разходи.

Фиг. 2 Керамични плочки
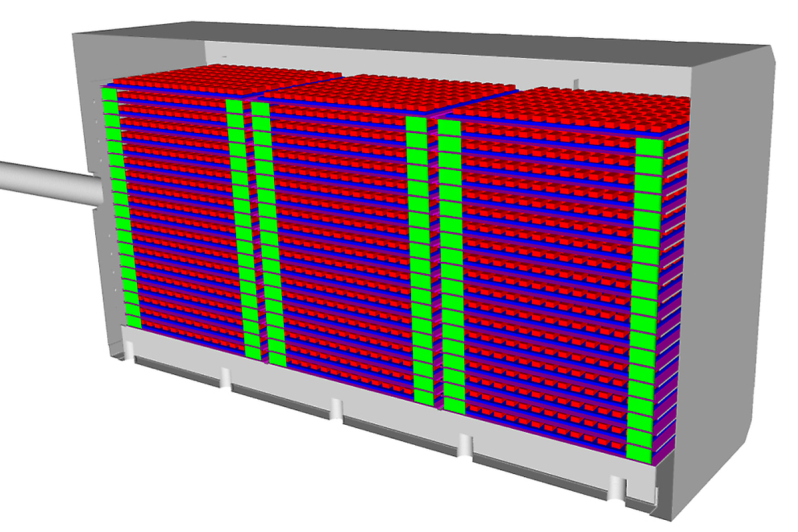
Фиг. 3 Плочи с елементи, поставени в пещта
5. Резюме
Използването на керамични плочи в процеса на шприцване на метал носи осезаеми ползи. То позволява значително повишаване на производствената ефективност чрез намаляване на броя на дефектните продукти.
Ако се интересувате от нашата оферта за керамични плочки, изрязани по индивидуални размери, моля, свържете се с нас.
Имате ли въпроси?
 +22 70 35 212
+22 70 35 212

Related posts
Вече налични – DC/DC конвертори от PREMIUM
Отсега нататък, постоянната оферта на DACPOL включва PREMIUM инвертори.
Read more
Ново издание на DACPOL осветление за стругове – Kira covers
DACPOL въвежда нов продукт в своята оферта в категорията индустриално осветление и от днес предлага осветителни тела...
Read more
Leave a comment