shopping_cart
Vozík
0,00 PLN
0
Skrýš
Musíte být přihlášen
-
-
-
Category
-
Polovodiče
- LED diody
- Tyristory
- Elektroizolační moduly
- Přemosťovací usměrňovače
-
Tranzistory
- Tranzistory | GeneSiC
- SiC MOSFET moduly | Mitsubishi
- SiC MOSFET moduly | STARPOWER
- Moduly ABB SiC MOSFET
- Moduly IGBT | MITSUBISHI
- Tranzistorové moduly | MITSUBISHI
- Moduly MOSFET | MITSUBISHI
- Tranzistorové moduly | ABB
- Moduly IGBT | POWEREX
- Moduly IGBT | INFINEON (EUPEC)
- Polovodičové prvky z karbidu křemíku (SiC)
- Przejdź do podkategorii
- Ovladače brány
- Bloky napájení
- Przejdź do podkategorii
- Měniče proudu a napětí LEM
-
Pasivní součásti (kondenzátory, rezistory, pojistky, filtry)
- Rezistory
-
Pojistky
- Miniaturní pojistky pro elektronické obvody řady ABC a AGC
- Trubkové rychle působící pojistky
- Pojistkové vložky s časovým zpožděním s charakteristikami GL / GG a AM
- Ultrarychlé pojistkové články
- Rychle působící pojistky (britský a americký standard)
- Rychle působící pojistky (evropský standard)
- Pojistky pojezdu
- Pojistkové vložky vysokého napětí
- Przejdź do podkategorii
-
Kondenzátory
- Motorové kondenzátory
- Elektrolytické kondenzátory
- Filmové kondenzátory
- Výkonové kondenzátory
- Kondenzátory pro stejnosměrné obvody
- Kondenzátory korekce účiníku
- Vysokonapěťové kondenzátory
- Indukční topné kondenzátory
- Kondenzátory pulsu a energie
- DC LINK kondenzátory
- Kondenzátory pro AC / DC obvody
- Przejdź do podkategorii
- EMI filtry
- Superkondenzátory
- Přepěťová ochrana
- Filtry pro odhalování emisí TEMPEST
- Svodič přepětí
- Przejdź do podkategorii
-
Relé a stykače
- Teorie relé a stykačů
- 3fázová střídavá polovodičová relé
- 3fázová střídavá polovodičová relé
- Regulátory, ovládací prvky a příslušenství
- Měkké spouštění a reverzační stykače
- Elektromechanická relé
- Stykače
- Otočné spínače
-
Jednofázová střídavá polovodičová relé
- Jednofázová střídavá polovodičová relé, 1 řada | D2425 | D2450
- Jednofázová střídavá polovodičová relé řady CWA a CWD
- Jednofázová střídavá polovodičová relé řady CMRA a CMRD
- Jednofázová střídavá polovodičová relé řady PS
- Dvojitá a čtyřnásobná střídavá polovodičová relé řady D24 D, TD24 Q, H12D48 D.
- Jednofázová polovodičová relé řady GN
- Jednofázová střídavá polovodičová relé řady CKR
- Jednofázová AC relé na lištu DIN řady ERDA A ERAA
- Jednofázová AC relé pro proud 150 A.
- Dvojitá polovodičová relé integrovaná s chladičem pro lištu DIN
- Przejdź do podkategorii
- Jednofázová AC polovodičová relé pro PCB
- Relé rozhraní
- Przejdź do podkategorii
- Jádra a další indukční součásti
- Radiátory, varistory, tepelné ochrany
- Fanoušci
- Klimatizace, příslušenství pro elektrické skříně, chladiče
-
Baterie, nabíječky, vyrovnávací zdroje a střídače
- Baterie, nabíječky - teoretický popis
- Lithium-iontové baterie. Vlastní baterie. Systém správy baterií (BMS)
- Baterie
- Nabíječky baterií a příslušenství
- Záložní zdroj UPS a vyrovnávací napájecí zdroje
- Převaděče a příslušenství pro fotovoltaiku
- Úschovna energie
- Palivové články
- Lithium-iontové baterie
- Przejdź do podkategorii
- Automatika
-
Kabely, dráty, vodiče, flexibilní připojení
- dráty
- Kabelové průchodky a spojky
- lanka
-
Kabely pro speciální aplikace
- Prodlužovací kabely a kompenzační
- Kabely pro termočlánky
- Připojovací vodiče k czyjnków PT
- Vícežilové kabely tepl. -60 ° C až + 1400 ° C,
- SILICOUL kabely vysokého napětí
- zapalovací kabely
- topné kabely
- Jednožilový tepl. -60 ° C až + 450 ° C
- vlakové vodiče
- Topné kabely v Ex
- Kabely pro obranný průmysl
- Przejdź do podkategorii
- košile
- prýmky
- Příslušenství pro trakční
- kabelové botky
- Ohebné izolované přípojnice
- Vícevrstvá ohebná lišta
- Systémy vedení kabelů
- Przejdź do podkategorii
- Zobacz wszystkie kategorie
-
Polovodiče
-
-



Technická keramika pro procesy vstřikování kovů

1. Úvod
Vstřikování kovů do formy (MIM) je pokročilá technika tváření kovů, která kombinuje výhody vstřikování plastů a práškové metalurgie. Tento proces umožňuje výrobu složitých kovových dílů s vysokou přesností a vynikajícími mechanickými vlastnostmi.
Zároveň se jedná o extrémně citlivý proces, který s sebou nese několik rizik a výzev, jež mohou ovlivnit kvalitu konečného produktu a efektivitu výroby. Nadměrná adheze, nerovnoměrné rozložení tepla a odstraňování pojiva a nerovnoměrné smrštění součásti. Tyto a mnoho dalších problémů lze eliminovat použitím technické keramiky.
2. Úvod do vstřikování kovů (MIM)
Vstřikování kovů (MIM) je výrobní technika, která zahrnuje vstřikování „suroviny“ do forem za účelem vytvoření součástí se složitými tvary a vysokou opakovatelností. Surovinou je směs práškového kovu a polymerního pojiva, které drží materiál pohromadě. Před použitím součástí je nutné pojivo odstranit a vnitřní struktura součásti zpevnit; toho se dosahuje tepelným zpracováním součástí procesy odstraňování pojiva a spékání v peci.
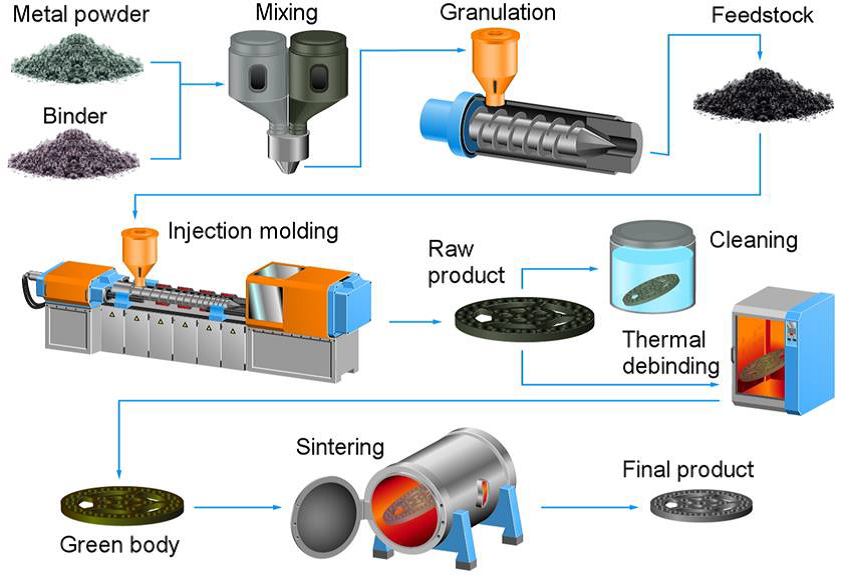
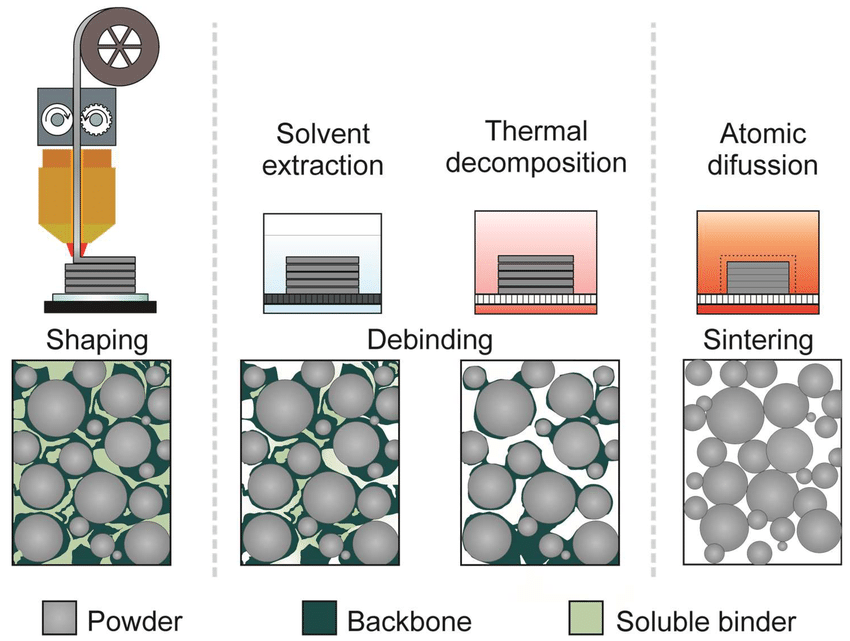
3. Kroky MIM
Odstraňování pojiva
Toto je proces odstraňování pojiva ze surového dílu. Toho lze dosáhnout buď katalyticky, kdy se pojivo odstraňuje pomocí kombinace katalytických přísad, rozpouštědel a vody, nebo tepelně, což vyžaduje tepelné zpracování v peci s modifikovanou atmosférou. Požadovaná metoda závisí na typu použité suroviny. Součásti, které tímto procesem prošly, se pak označují jako „hnědé“ díly. V závislosti na typu použité suroviny může být nutné chemické i tepelné odstraňování otřepů. Chemický proces odstraňuje většinu pojiva, zatímco tepelný proces odstraňuje zbývající pojivo, známé také jako „páteřní pojivo“. Tento proces se často označuje jako „odstraňování zbytkového pojiva“.
Spékání
Jedná se o proces tepelného zpracování kovových součástí vyrobených vstřikováním do formy (MIM), které byly nejprve odstraněny otřepy (bronzové díly). Cílem spékání je změnit vnitřní mikrostrukturu součástí, aby se zlepšila jejich celková hustota a v konečném důsledku pevnost. Toho se dosahuje zahříváním kovových dílů v peci v inertní atmosféře na teplotu přibližně o 20 % nižší, než je bod tání kovu, což umožňuje atomům difundovat skrz mikrostrukturu a slučovat se do hustších útvarů. Během spékání dochází ke smrštění kovových dílů, přičemž se jejich velikost zmenšuje o 15–22 % v závislosti na použitém kovu a konečné hustotě dílu. Teplotní profily, atmosféra a teplotní rovnoměrnost v peci během odstraňování otřepů i spékání musí být pečlivě kontrolovány, aby se zabránilo deformaci, prasklinám a bublinám. Inertní nebo redukční atmosféra je také důležitá pro zabránění oxidaci dílů.
4. Použití keramických desek v procesu vstřikování kovů (MIM)
Keramické desky se používají k přepravě dílů vyrobených v procesu vstřikování kovů ve všech fázích. Jejich použití pomáhá eliminovat mnoho problémů, se kterými se v procesu setkáváme.
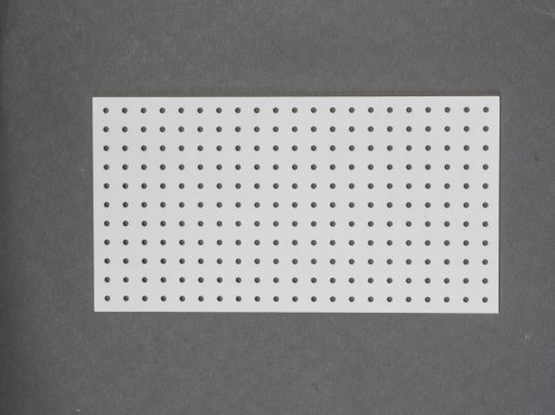
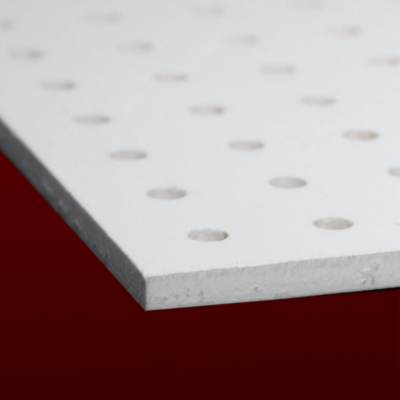
- Porézní, ale hladký povrch - žádné lepení ani tavení pojiva, rovnoměrné smrštění dílu
- Desky vyrobené z porézní, vysoce čisté keramiky s obsahem 99,5 % oxidu hlinitého - rovnoměrné smrštění, žádné zabarvení, menší nebo žádná potřeba dalšího zpracování
- Poréznost činí materiál lehčím - je potřeba méně tepla

Díky vysoké odolnosti vůči teplotním cyklům a vysokým teplotám (1500 °C) lze pro přepravu, odstraňování pojiva a spékání použít jednu desku. To se promítá do úspory nákladů – pro každý proces nejsou potřeba žádné další nástroje.
Dlaždice lze řezat na libovolnou velikost, což umožňuje vytváření otvorů odpovídajících zpracovávanému produktu. Jsou řezané laserem, což znamená, že nejsou potřeba žádné další nástroje – další úspora nákladů.

Obr. 2 Keramické dlaždice
Obr. 3 Desky s prvky umístěnými v peci
5. Shrnutí
Použití keramických desek v procesu vstřikování kovů přináší hmatatelné výhody. Umožňuje výrazně zvýšit efektivitu výroby snížením počtu vadných výrobků.
Pokud máte zájem o naši nabídku keramických dlaždic řezaných na individuální rozměry, kontaktujte nás.
Máte nějaké dotazy?
 +22 70 35 212
+22 70 35 212

Související příspěvky
Nyní k dispozici – DC/DC měniče od PREMIUM
Od nynějška zahrnuje DACPOL stálou nabídku střídačů PREMIUM.
Read more
Novinka v řadě osvětlení DACPOL pro soustruhy – Kira covers
DACPOL představuje nový produkt do své nabídky v kategorii průmyslového osvětlení a od dnešního dne nabízí svítidla...
Read more
Zanechat komentář