-
-
-
Category
-
Полупроводниковые приборы
- Диоды
- Тиристоры
-
Электро-изолированные модули
- Электроизолированные модули | ВИШАЙ (ИК)
- Электроизолированные модули | INFINEON (EUPEC)
- Электроизолированные модули | Семикрон
- Электроизолированные модули | POWEREX
- Электроизолированные модули | IXYS
- Электроизолированные модули | ПОЗЕЙКО
- Электроизолированные модули | ABB
- Электроизолированные модули | TECHSEM
- Przejdź do podkategorii
- Выпрямительные мостики
-
Транзисторы
- Транзисторы | GeneSiC
- Модули SiC MOSFET | Mitsubishi
- Модули SiC MOSFET | STARPOWER
- Модули ABB SiC MOSFET
- Модули IGBT | МИЦУБИСИ
- Транзисторные модули | MITSUBISHI
- Модули MOSFET | МИЦУБИСИ
- Транзисторные модули | ABB
- Модули IGBT | POWEREX
- Модули IGBT | INFINEON (EUPEC)
- Полупроводниковые элементы из карбида кремния (SiC)
- Przejdź do podkategorii
- Драйвера
- Блоки мощности
- Przejdź do podkategorii
- Электрические преобразователи
-
Пассивные компоненты (конденсаторы, резисторы, предохранители, фильтры)
- Резисторы
-
Предохранители
- Миниатюрные предохранители для электронных плат серии ABC и AGC
- Быстрые трубчатые предохранители
- Медленные вставки с характеристиками GL/GG и AM
- Ультрабыстрые плавкие вставки
- Быстрые предохранители английский и американский стандарт
- Быстрые предохранители европейский стандарт
- Тяговые предохранители
- Высоковольтные предохранительные вставки
- Przejdź do podkategorii
-
Конденсаторы
- Конденсаторы для электромоторов
- Электролитические конденсаторы
- Конденсаторы типа snubbers
- Конденсаторы мощности
- Конденсаторы для цепей DC
- Конденсаторы для компенсации пассивной мощности
- Высоковольтные конденсаторы
- Конденсаторы большой мощности для индукционного нагрева
- Импульсные конденсаторы
- Конденсаторы звена постоянного тока
- Конденсаторы для цепей переменного/постоянного тока
- Przejdź do podkategorii
- Противопомеховые фильтры
- Ионисторы
- Защита от перенапряжения
- Фильтры обнаружения излучения TEMPEST
- Ограничитель перенапряжения
- Przejdź do podkategorii
-
Реле и контакторы
- Теория реле и контакторы
- Полупроводниковые реле AC 3-фазные
- Полупроводниковые реле DC
- Контроллеры, системы управления и аксессуары
- Системы плавного пуска и реверсивные контакторы
- Электро-механические реле
- Контакторы
- Оборотные переключатели
-
Полупроводниковые реле AC 1-фазные
- РЕЛЕ AC 1-ФАЗНЫЕ СЕРИИ 1 D2425 | D2450
- Однофазное реле AC серии CWA и CWD
- Однофазное реле AC серии CMRA и CMRD
- Однофазное реле AC серии PS
- Реле AC двойное и четверное серии D24 D, TD24 Q, H12D48 D
- Однофазные твердотельные реле серии gn
- Однофазные полупроводниковые реле переменного тока серии ckr
- Однофазные реле переменного тока ERDA И ERAA SERIES для DIN-рейки
- Однофазные реле переменного тока на ток 150А
- Двойные твердотельные реле, интегрированные с радиатором для DIN-рейки
- Przejdź do podkategorii
- Полупроводниковые реле AC 1-фазные для печати
- Интерфейсные реле
- Przejdź do podkategorii
- Индукционные компоненты
- Радиаторы, варисторы, термическая защита
- Вентиляторы
- Кондиционеры, оборудование для шкафов, охладители
-
Аккумуляторы, зарядные устройства, буферные источники питания и инверторы
- Аккумуляторы, зарядные устройства - теоретическое описание
- Модульные литий-ионные аккумуляторы, пользовательские батареи, Система управления батареями (BMS)
- Аккумуляторы
- Зарядные устройства и аксессуары
- Резервный источник питания ИБП и буферные источники питания
- Преобразователи и аксессуары для фотовольтаики
- Хранилище энергии
- Топливные элементы
- Литий-ионные аккумуляторы
- Przejdź do podkategorii
-
Автоматика
- Подъемники Spiralift
- Запчасти для дронов Futaba
- Концевые выключатели, Микровыключатели
- Датчики Преобразователи
- Пирометры
- Счетчики, Реле времени, Панельные измерительные приборы
- Промышленные защитные устройства
- Световые и звуковые сигнальные установки
- Термокамеры, Тепловизоры
- LED-экраны
- Управляющая аппаратура
- Przejdź do podkategorii
-
Провода, литцендрат, гофрированные рукава, гибкие соединения
- Провода
- Кабельные вводы и муфты
- Многожильные провода (Lica)
-
Кабели и провода для специальных применений
- Удлинительные и компенсационные провода
- Провода для термопар
- Присоединительные провода для датчиков PT
- Многожильные провода темп. от -60C до +1400C
- Провода среднего напряжения
- Провода зажигания
- Нагревательные провода
- Одножильные провода темп. от -60C до +450C
- Железнодородные провода
- Нагревательные провода в Ex
- Кабели для оборонной промышленности
- Przejdź do podkategorii
- Оболочки
-
Плетеные кабели
- Плоские плетеные кабели
- Круглые плетеные кабели
- Очень гибкие плетеные кабели - плоские
- Очень гибкие плетеные кабели - круглые
- Медные цилиндрические плетеные кабели
- Медные цилиндрические плетеные кабели и кожуха
- Гибкие заземляющие ленты
- Медные изолированные плетеные провода PCV - температура до 85 градусов C
- Плоские алюминиевые плетеные провода
- Соединительный набор - плетеные провода и трубки
- Стальные плетеные провода
- Przejdź do podkategorii
- Аксессуары для тяги
- Кабельные наконечники
- Изолированные эластичные шины
- Многослойные гибкие шины
- Системы прокладки кабеля (PESZLE)
- Przejdź do podkategorii
- Zobacz wszystkie kategorie
-
Полупроводниковые приборы
-
-



Техническая керамика для процессов литья металлов под давлением

1. Введение
Металлическое литье под давлением (MIM) — это передовая технология формования металла, сочетающая в себе преимущества литья пластмасс под давлением и порошковой металлургии. Этот процесс позволяет производить сложные металлические детали с высокой точностью и превосходными механическими свойствами.
В то же время это чрезвычайно чувствительный процесс, несущий в себе ряд рисков и проблем, которые могут повлиять на качество конечного продукта и эффективность производства. Чрезмерная адгезия, неравномерное распределение тепла и удаление связующего вещества, а также неравномерная усадка компонентов. Эти и многие другие проблемы могут быть устранены с помощью технической керамики.
2. Введение в литье металлов под давлением (MIM)
Литье металлов под давлением (MIM) — это технология производства, которая включает в себя впрыскивание «сырья» в формы для создания компонентов сложной формы с высокой повторяемостью. Сырье представляет собой смесь порошкообразного металла и полимерного связующего, которое скрепляет материал. Перед использованием компонентов необходимо удалить связующее и укрепить внутреннюю структуру детали; это достигается путем термической обработки компонентов, включающей удаление связующего и спекание в печи.
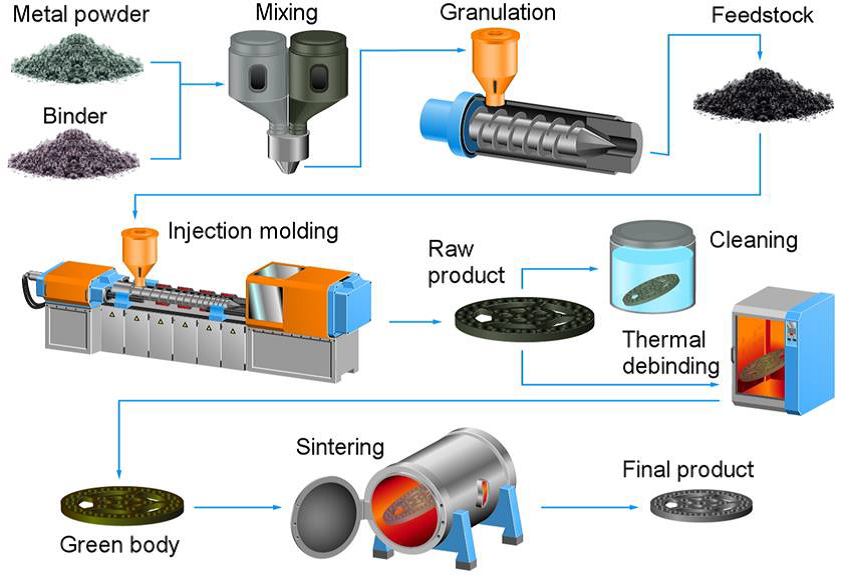
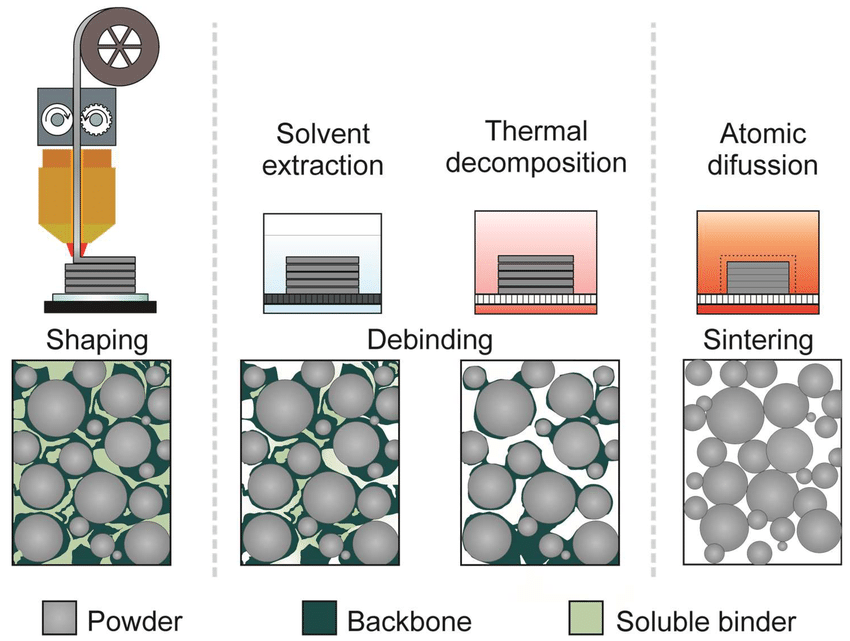
3. Этапы MIM
Удаление связующего
Это процесс удаления связующего из заготовки. Он может быть достигнут либо каталитическим методом, когда связующее удаляется с помощью комбинации каталитических добавок, растворителей и воды, либо термическим методом, который требует термообработки в печи с модифицированной атмосферой. Необходимый метод зависит от типа используемого сырья. Компоненты, прошедшие этот процесс, затем называются «коричневыми» деталями. В зависимости от типа используемого сырья может потребоваться как химическая, так и термическая зачистка. Химический процесс удаляет большую часть связующего, в то время как термический процесс удаляет оставшееся связующее, также известное как «основное связующее». Этот процесс часто называют «удалением остатков связующего».
Спекание
Это процесс термообработки для компонентов, изготовленных методом литья под давлением металла (MIM), которые предварительно были зачищены (бронзовые детали). Цель спекания — изменение внутренней микроструктуры компонентов для повышения их общей плотности и, в конечном итоге, прочности. Это достигается путем нагрева металлических деталей в печи в инертной атмосфере до температуры примерно на 20% ниже точки плавления металла, что позволяет атомам диффундировать через микроструктуру и объединяться в более плотные образования. В процессе спекания металлические детали подвергаются некоторой усадке, уменьшение размера составляет 15-22%, в зависимости от используемого металла и конечной плотности детали. Температурный профиль, атмосфера и равномерность температуры в печи как во время удаления заусенцев, так и во время спекания должны тщательно контролироваться, чтобы избежать деформаций, трещин и пузырьков. Инертная или восстановительная атмосфера также важна для предотвращения окисления деталей.
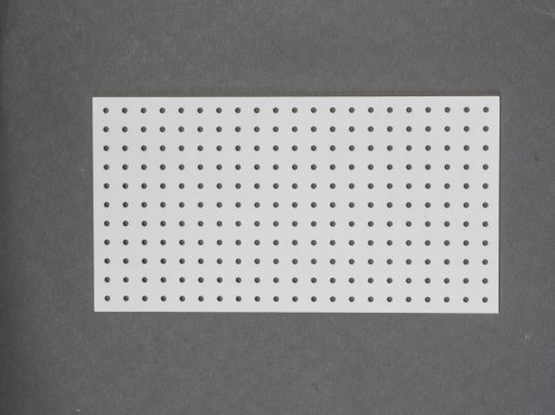
4. Использование керамических пластин в процессе литья металла под давлением (MIM)
Керамические пластины используются для транспортировки деталей, изготовленных в процессе литья металла под давлением, на всех этапах. Их использование помогает устранить многие проблемы, возникающие в процессе.
- Пористая, но гладкая поверхность - отсутствие прилипания или плавления связующего вещества, равномерная усадка детали
- Пластины из пористой керамики из высокочистого оксида алюминия (99,5%) - равномерная усадка, отсутствие изменения цвета, меньшая или нулевая потребность в дальнейшей обработке
- Пористость делает материал легче - требуется меньше тепла
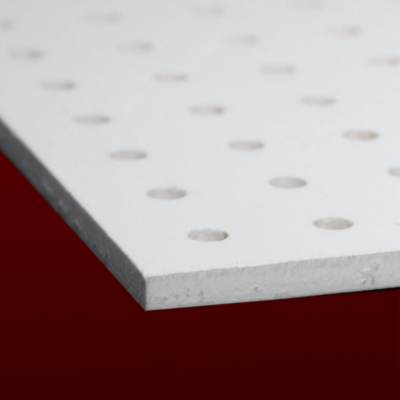

Благодаря высокой устойчивости к температурным циклам и высоким температурам (1500°C), одну плиту можно использовать для транспортировки, удаления связующего и спекания. Это приводит к экономии средств – для каждого процесса не требуются дополнительные инструменты.
Плитку можно разрезать на любой размер, что позволяет делать отверстия для обрабатываемого изделия. Она вырезается лазером, а значит, не требуется дополнительная оснастка – еще один фактор экономии средств.

Рис. 2 Керамическая плитка
Рис. 3. Пластины с элементами, помещенными в печь
5. Резюме
Использование керамических пластин в процессе литья металлов под давлением приносит ощутимые преимущества. Это позволяет значительно повысить эффективность производства за счет сокращения количества бракованной продукции.
Если вас интересует наше предложение по нарезке керамической плитки по индивидуальным размерам, пожалуйста, свяжитесь с нами.
Есть вопросы?
 +22 70 35 212
+22 70 35 212

Связанные посты
Теперь в продаже – преобразователи постоянного тока DC/DC от PREMIUM.
С этого момента в постоянное предложение DACPOL входят инверторы PREMIUM.
Read more
Шестигранный корпус для IoT-устройств
Новые шестигранные корпуса Hex-Box для IoT-устройств от Camdenboss!
Read more
Новинка в линейке осветительных приборов DACPOL для токарных станков – чехлы Kira.
Компания DACPOL представляет новый продукт в своем ассортименте в категории промышленного освещения и с сегодняшнего...
Read more
Оставить комментарий